Direkte forsegling for pultrusjon



Direkte forsegling for pultrusjon
Direkte forgarn for pultrusjon er kompatibel med umettet polyester, vinylester, epoksy og fenolharpikser.
Funksjoner
●God prosessytelse og lite ujevnheter
● Kompatibilitet med flere harpikssystemer
●Gode mekaniske egenskaper
● Fullstendig og rask gjennomvåting
● Utmerket motstand mot syrekorrosjon

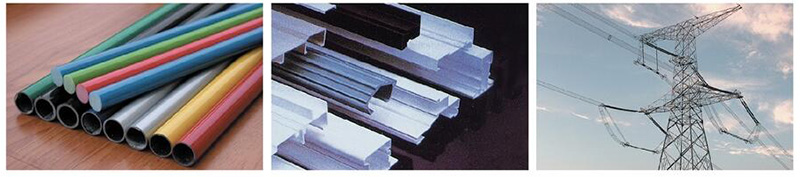
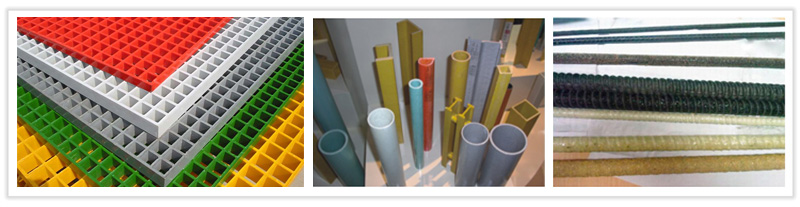
Søknad:
Den er mye brukt i bygg- og anleggsbransjen, telekommunikasjon og isolasjonsindustrien.
Pultrusjonsprofiler for utendørs sportsutstyr, optiske kabler, diverse seksjonsstenger osv.
Produktliste
| Punkt | Lineær tetthet | Harpikskompatibilitet | Funksjoner | Sluttbruk |
| BHP-01D | 300, 600, 1200 | VE | Kompatibel med matriksharpiks; Høy strekkfasthet på sluttkomposittproduktet | Brukes til å produsere optisk kabel |
| BHP-02D | 300–9600 | OPP, VE, EP | Kompatibel med matriksharpiks; Rask gjennomfukting; Utmerkede mekaniske egenskaper for komposittproduktet | Brukes til å produsere forskjellige seksjonsstenger |
| BHP-03D | 1200–9600 | OPP, VE, EP | Kompatibel med harpikser; Utmerkede mekaniske egenskaper til komposittproduktet | Brukes til å produsere forskjellige seksjonsstenger |
| BHP-04D | 1200,2400 | EP, polyester | Mykt garn; Lite lo; Kompatibel med harpiks | Egnet for produksjon av støpt rist |
| BHP-05D | 2400–9600 | OPP, VE, EP | Utmerkede strekk-, bøye- og skjæregenskaper for komposittprodukter | Høytytende pultruderte profiler |
| BHP-06D | 2400, 4800, 9600 | EP | Høy fiberstyrke, God integritet og båndforming, Kompatibilitet med epoksyharpiks, Fullstendig og rask gjennomvåtning i harpikser, Gode mekaniske egenskaper, Utmerkede elektriske egenskaper til det ferdige produktet | isolasjonsstenger og isolasjonsstolper |
| Identifikasjon | |||||||
| Type glass | E | ||||||
| Direkte roving | R | ||||||
| Filamentdiameter, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Lineær tetthet, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Tekniske parametere | |||
| Lineær tetthet (%) | Fuktighetsinnhold (%) | Størrelse Innhold (%) | Bruddstyrke (N/Tex) |
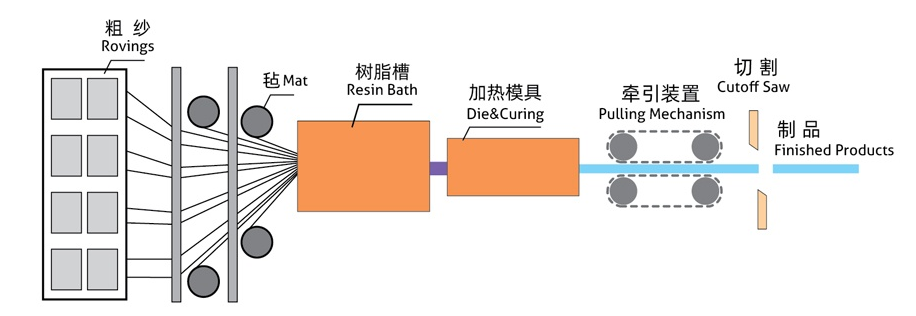
Pultrusjonsprosess
Rovingene, mattene eller andre stoffer trekkes gjennom et harpiksimpregneringsbad og deretter inn i en oppvarmet dyse ved hjelp av en kontinuerlig trekkanordning. De endelige produktene formes under høy temperatur og høyt trykk.